Abstracts
Résumé
Il s’agit d’une étude préliminaire sur le traitement d’effluents de conditionnement de la seiche avant congélation en vue de réduire la charge polluante des rejets et de valoriser l’encre qu’ils contiennent. Deux types de procédés ont été mis en oeuvre : d’une part, la centrifugation, qui permet de fractionner la suspension d’encre de seiche entre un culot noir à DCO (Demande Chimique en Oxygène) élevée et un surnageant limpide et, d’autre part, l’ultrafiltration (UF) et la microfiltration (MF). Les flux de perméat obtenus par les deux procédés à membranes sont du même ordre de grandeur (25 à 30 L·h‑1·m‑2 sous 1,5 bar). La rétention moyenne en DCO est de 65 % et la rétention en COT (Carbone Organique Total) et azote protéique (NTK) de plus de 95 %. Cependant le colmatage irréversible de la membrane de MF conduit à préférer l’UF, plus facilement régénérable.
Mots clés:
- centrifugation,
- microfiltration,
- ultrafiltration,
- dépollution,
- encre de seiche
Summary
Industries that condition fish products have to cope with the problem of processing their usually protein-rich wastewaters. An example of such an industry that discards a large amount of wastewater is the CALEMBO Company (Sfax-Tunisia), which uses 50 m3 per metric ton a day to condition cuttlefish for freezing. In order to conserve water, high-salinity bore water is sometimes used. This high salinity water is responsible for the difficulties encountered during the biological treatment of wastewaters and the recovery of valuable by-products. In this respect, membrane processes, used in the treatment and exploitation of effluents from industries that process sea products, are very attractive. The first membrane filtration trials on sea-product effluents date back to the 1980’s, but they did not result in major developments. Legislative pressures and the increasing costs of water and effluent-processing, as well as the improvement of membrane efficiencies, have made membrane treatment processes much more interesting for wastewater treatment processes. The GEPEA Laboratory at Nantes University has carried out research on membrane technologies to clean up polluted process waters, enhance substances such as soluble fish proteins, and to recover substances responsible for the flavour of bivalves and shellfish.
This paper presents preliminary research on the treatment and exploitation of water used in cuttlefish conditioning. Treatment processes used include centrifugation, microfiltration and ultrafiltration. Centrifugation is used to determine the distribution of the effluent between the black residue and the clear supernatant, whereas membrane processing is used to reduce wastewater pollution and concentrate pigments.
The effluent studied was reconstituted from pure cuttlefish-ink samples taken directly from the animal and salt waters of the same salinity as the bore water used by the CALEMBO Company (Table 1). The samples were reconstituted in ratios of 1 to 50 for centrifugation and 1 to 100 for membrane filtration. Centrifugation trials were carried out using a KR 22i type JOUAN centrifuge, whereas ultrafiltration and microfiltration trials were carried out using the laboratory apparatus represented in figure 1. The main characteristics of membranes used are indicated in table 2. Operating conditions were determined according to the capacities of the feed pump: transmembrane pressure Ptm = 1.5 bar, circulation velocity U = 1.5 m·s‑1 and temperature T = 25°C. The parameters measured on initial feed solutions and the fractions obtained were COD (Chemical Oxygen Demand), TOC (Total Organic Carbon) and nitrogen content (NTK). Filtration trials were carried out according to two different procedures, either with constant feed composition to determine the best operating conditions, or with increasing effluent concentration together with monitoring of the Volumetric Reduction Factor (VRF).
Centrifugation of the cuttlefish-ink suspension produced two phases: a very dense black residue and relatively clear supernatant. The volumetric distribution and the COD and TOC contents of the different fractions are presented in table 3. The supernatant represented about 75% of crude effluent volume. Organic matter was concentrated in the residue and consisted primarily of suspended particles.
At a constant concentration, the ultrafiltration (UF) and microfiltration (MF) processes behaved differently. A rapid drop in flux in the first minutes followed by stabilization at 30 L·h‑1·m‑2 after 30 min was observed for the MF process, whereas a rapid stabilization at approximately 25 L·h‑1·m‑2 was observed for the UF process. The drop in flux at the beginning of MF process may be due to the partial fouling of the membrane pores by melanin particles ranging in sizes from 55 to 160 nm, which are of the same order of magnitude as the membrane pores of 100 nm. On the other hand, the small decrease in flux in the case of ultrafiltration resulted essentially from the formation of a polarization layer and possible interactions between the membrane material and the solution.
Batch-concentration trials were carried out for 5 and 4 h using UF and MF respectively, the operating time being dictated by the dead volume of the equipment (0.75 L). The permeate flux variation as a function of the volumetric reduction factor (VRF) is illustrated in figure 3. The MF flux was slightly higher despite the higher initial concentration of organic substances. For a VRF of 2.64 (final concentration), J = 2.8 L·h‑1·m‑2 for MF and 15.2 L·h‑1·m‑2 for UF. Despite the significantly different permeabilities of the MR and UF membranes to pure water (2690 against 34 L·h‑1·m‑2·bar‑1), their very similar J values are a consequence of the internal pore fouling of the MF membranes.
Analyses performed on the initial feed samples, and on the different fractions of ink suspensions obtained by MF and UF following concentration, are presented in table 5. Retention ratios for UF were very slightly higher than those found for MF, about 65% for COD, 98% for TOC and 95% for NTK. From the point of view of pollution remediation, and considering permeate COD values, the efficiency of the membrane technique does not seem sufficient.
Following ultrafiltration, membrane regeneration was possible by simply rinsing the membrane with water. On the other hand, the same procedure proved inefficient for the microfiltration (PVDF) membrane. The black pigment remained stuck to the membrane surface and most likely inside the pores as well. Furthermore, chemical regeneration (NaOH 0.1 M, 20 min, 25°C) was not enough to recover the membrane’s initial permeability.
To conclude, the ultrafiltration process is better adapted to the treatment of cuttlefish washing wastewater. However, considering the level of residual COD in the ultrafiltration permeate, more efficient post-treatment techniques must be developed.
Key Words:
- ultracentrifugation,
- microfiltration,
- ultrafiltration,
- pollution remediation,
- cuttlefish ink
Article body
1. Introduction
Les industries de conditionnement des produits de la pêche génèrent des rejets importants. En Tunisie, les rejets les plus remarquables sont ceux qui résultent de l’industrie de congélation des produits destinés à l’exportation. La matière première traitée par cette industrie est constituée principalement d’espèces à haute valeur commerciale, à savoir la crevette royale (Penaeus kerathurus), le poulpe commun (Octopus vulgaris) et la seiche (Sepia officinalis). Cette dernière constitue l’espèce principale dont la Tunisie exporte 5 000 à 6 000 tonnes annuellement. L’industrie de congélation de cette espèce produit annuellement un rejet de 2 000 tonnes constitué essentiellement par les viscères, les becs, les nageoires et les sacs d’encre de ce céphalopode. Ces parties représentent 30 à 35 % du poids frais de l’animal. Elles ont une teneur en protéines du même ordre de grandeur que les parties comestibles de l’animal (manteau, tête et tentacules) ainsi que des taux importants en substances minérales, notamment en phosphore (ABSI, 1998). En Tunisie, jusqu’à présent, ces déchets ne sont pas traités. Une recherche bibliographique, dont les résultats essentiels sont présentés plus loin, a mis en évidence différentes possibilités de valorisation de ces rejets.
D’importantes quantités d’eau sont par ailleurs nécessaires au lavage des seiches avant congélation. Ainsi, à titre d’exemple, l’entreprise CALEMBO (Sfax, Tunisie) en utilise en moyenne 50 m3 par jour et par tonne de seiche traitée. Dans certains cas, et pour économiser l’eau du réseau, on emploie une eau de forage de salinité élevée. Les rejets aqueux fortement colorés par l’encre de seiche et chargés en matière organique se prêtent mal à l’épuration biologique à cause de leur forte teneur en sel. Dans ce contexte, les procédés à membranes présentent un intérêt certain. Ils se situent déjà parmi les techniques utilisées dans le traitement et la valorisation des effluents issus des industries de transformation des produits de la mer. Les premières études de filtration par membranes sur ces effluents remontent aux années 80 (JAOUEN, 1989). Certains prolongements de ces travaux font actuellement l’objet de recherches dans le cadre de programmes européens (Jaouenet al., 2004‑2007, et Jaouenet al., 2004; 2006). La pression de la législation et l’augmentation des coûts de l’eau et du traitement des effluents ainsi que l’amélioration des performances des membranes nous amènent à s’intéresser davantage à ces procédés pour le traitement de ces rejets. Ainsi, le Laboratoire de génie des procédés environnement - agroalimentaire de l’Université de Nantes a réalisé plusieurs travaux dans ce domaine. Les procédés à membranes ont été utilisés en tant que technologies propres pour la dépollution d’eaux de procédés et la valorisation de substances d’origine marine : protéines solubles de poisson (JAOUEN et QUEMENEUR, 1992a et 1992b), récupération d’arômes de bivalves et crustacés (VANDANJON et al., 2002; CROS et al., 2004).
Nous présentons ici les travaux préliminaires réalisés en vue du traitement et de la valorisation des effluents aqueux du conditionnement de la seiche. Les procédés mis en en oeuvre sont la centrifugation, la microfiltration et l’ultrafiltration. La centrifugation est utilisée pour déterminer la répartition de l’effluent entre un culot noir et un surnageant limpide et le traitement par membranes pour réduire la charge polluante du rejet et concentrer les pigments.
2. Recherche bibliographique sur la valorisation de l’encre de seiche
Dans beaucoup de pays asiatiques, les déchets résultant du conditionnement des céphalopodes sont valorisés en divers produits utilisables dans les industries alimentaires, les produits cosmétiques et pharmaceutiques, les peintures (ABDELMOULEH et al., 1998). L’encre de seiche est une substance liquide noire naturelle concentrée dans une poche qui constitue un organe propre aux céphalopodes. Au Japon, cette encre est utilisée dans la préparation de seiche crue et salée. Au cours de la préparation de l’Ika-shiokara, TAKAI et al. (1993) ont montré que cette encre a une influence sur la qualité microbiologique du produit. En effet, l’encre du calamar (espèce proche de la seiche) augmente la période de comestibilité de l’Ika-shiokara. MOCHIZUKI (1979) a caractérisé l’isolat qui a un effet inhibiteur sur la culture de Staphylococcus aureus et en a déduit que la propriété antibactérienne est due à une substance similaire au lysozyme du blanc d’oeuf. CHANG LONG et al. (1994) ont montré que l’encre de seiche a des effets immunologiques sur les souris.
L’anatomie de la seiche (Sepia officinalis) est parfaitement connue depuis la fin du XIXe siècle. La poche d’encre, accolée à la glande digestive, contient des mélanosomes qui, quand elles sont matures, libèrent des grains de mélanine (tyrosine oxydée) associés à du matériel cellulaire et tenus en suspension dans du liquide (SCHRAERMEYER, 1994). La composition chimique de l’encre montre qu’elle est riche en taurine, en hydroxyproline, en acide aspartique, en acide glutamique, en alanine, en leucine, en homarine et en glycinebetaîne. Cependant, elle contient une faible quantité d’oxyde de triméthylamine. SHIRAI et al. (1997) et LUCERO et al. (1994) ont montré que l’encre est fortement concentrée en deux amines : la dopamine et la L dopa (LD) qui constituent un stimulus pour les neurones olfactifs et contient aussi un antioxydant non identifié qui prévient l’oxydation de ces deux amines à leur contact dans l’eau de mer. Divers enzymes mélanogéniques parmi lesquelles la tyrosinase, le dopachrome rearranging enzyme, la péroxydase et la P mel 17 (PALUMBO et al., 1994 et PALUMBO 2003; FOIRE et al., 2004).
Des chercheurs tunisiens ont commencé à se préoccuper de la valorisation des encres de seiche. Ainsi, en se basant sur la technique de Kanikawa, NEIFAR (2000) a pu mettre au point une technique permettant la transformation des déchets de la seiche en un produit noir appelé PFDS similaire à une farine de poisson. Ce produit a un effet positif sur la croissance des poulets de chair (ABDELMOULEH et al., 1998). La consommation du PFDS diminue les risques de mortalité en augmentant l’immunité des animaux probablement grâce aux constituants de ce produit, notamment de l’encre de seiche. SAIDANE (2001) et SADOK et al. (2004) ont montré que le surnageant (clair et limpide) obtenu par centrifugation de l’encre provenant de Sepia officinalis permet la prolongation de la durée de conservation réfrigérée des produits de haute valeur marchande tels que les crevettes.
3. Matériels et méthodes
3.1 Nature de l’effluent étudié
Il a été reconstitué à partir d’échantillons d’encre de seiche pure directement prélevée sur l’animal et d’eaux salées de même salinité que l’eau de forage utilisée par la société CALEMBO (Tableau 1), dans des proportions de 1 pour 50 pour la centrifugation et de 1 pour 100 pour la filtration sur membranes.
Tableau 1
Composition de l’eau souterraine utilisée dans le lavage de la seiche.
Composition of ground water used for cuttlefish washing.
|
Ca2+ |
Mg2+ |
Na+ |
K+ |
HCO3- |
Cl- |
SO42- |
|---|---|---|---|---|---|---|---|
Concentration (g•L-1) |
1,04 |
2,59 |
20,00 |
0,65 |
0,24 |
39,52 |
5,80 |
3.2 Matériels
Les essais de centrifugation ont été conduits sur une ultracentrifugeuse JOUAN type KR22i (accélération maximale 50000g).
L’ultrafiltration et la microfiltration ont été menées sur un montage de laboratoire (Figure 1), comportant :
un bac d’alimentation de capacité 2,5 litres renfermant la suspension d’encre à traiter;
une pompe qui assure l’alimentation de la boucle de circulation;
une vanne de réglage qui permet, en créant une résistance à l’écoulement du rétentat, de fixer la pression transmembranaire Ptm nécessaire à la perméation;
deux capteurs de pression situés de part et d’autre du module pour mesurer les pressions d’entrée (Pe) et de sortie (Ps);
un module dans lequel est placée la membrane.
Figure 1
Pilote expérimental.
Experimental set-up.

Les principales caractéristiques des deux membranes utilisées (Orelis, Miribel, France) sont données dans le tableau 2.
Tableau 2
Caractéristiques principales des membranes étudiées.
Main characteristics of the membranes used.
Membrane |
Ultrafiltration |
Microfiltration |
|---|---|---|
Référence |
IRIS 3026 |
IRIS 3065 |
Seuil de coupure ou diamètre de pore |
10 000 Daltons |
0,1 µm |
Matériau |
PES |
PVDF |
Géométrie |
Plane |
Plane |
Surface membranaire |
0,0106 m2 |
0,0106 m2 |
Gamme de perméabilité à l’eau à 25 °C sous 2 bar |
60 – 2 000 L·h‑1m‑2 |
1 500 – 15 000 L·h‑1m‑2 |
Résistance chimique |
Bonne au chlore |
Très bonne |
Résistance à la température |
Bonne : 75 – 80 °C |
Très bonne |
3.3 Procédure expérimentale
Au cours des essais d’ultrafiltration et de microfiltration, deux protocoles ont été suivis :
Essai à concentration constante : en recyclant le perméat dans le bac d’alimentation. Ce test permet de déterminer les conditions opératoires optimales.
-
Essai à concentration variable avec récupération du perméat et suivi du facteur de réduction volumique (FRV) exprimé par FRV = Vi/Vr, où :
Vi : volume de la charge initiale (2 100 mL).
Vr : volume du rétentat en fin de concentration.
Lors des différents tests de centrifugation et de traitement par membranes, les bilans matière ont été établis à partir de l’équation suivante :
Vi |
le volume initial de la solution, Vc (ou Vr) : le volume du culot ou du rétentat, Vp : le volume du surnageant ou du perméat. |
Xi, Xc (ou Xr), Xp |
les valeurs de la DCO ou du COT respectivement dans la charge initiale, dans le culot (ou le rétentat) et le surnageant (ou le perméat moyen). |
Les flux de perméation ont été déterminés à l’aide d’une balance couplée à un système d’acquisition de données. Après chaque série de manipulations, les membranes sont soumises à des cycles de nettoyage afin de restaurer, autant que possible, les perméabilités initiales à l’eau.
3.4 Analyses
La DCO (Demande Chimique en Oxygène) a été mesurée sur un appareillage BEHROTEST TRS 200 selon la norme NFT 90-101 et le COT (Carbone Organique Total) par un COT mètre SHIMADZU TOC- 5000 A. Les protéines sont dosées selon la méthode Kjeldahl en utilisant un appareil GERHARDT KJELDATHERM (norme NFT 90-110).
4. Résultats et discussions
4.1 Fractionnement d’une suspension d’encre de seiche par ultracentrifugation
Les essais de centrifugation ont duré 30 minutes. La centrifugation a conduit à deux phases : un culot noir très dense et un surnageant relativement clair. La répartition volumique, les teneurs en DCO et en COT des différentes fractions sont rassemblées dans le tableau 3. Le surnageant représente environ les trois quarts du volume de l’effluent brut. La matière organique est concentrée dans le culot composé essentiellement de particules en suspension.
Tableau 3
Caractéristiques des différentes fractions après centrifugation.
Characteristics of the different fractions after centrifugation.
|
Charge initiale |
Surnageant |
Culot |
|---|---|---|---|
DCO (mg/L) |
Xi = 20 608 |
Xp = 1 409 |
Xc = 85 615 |
COT (mg/L) |
Xi = 4953 |
Xp = 317 |
Xc = 16 763 |
Volume (mL) |
Vi = 33 |
Vp = 26 |
Vc = 7 |
Les bilans matière présentés dans le tableau 4, relativement satisfaisant concernant la DCO, montrent un écart important pour le paramètre COT (23 %). Cet écart peut être attribué aux difficultés inhérentes à la récupération du culot fortement concentré sur les parois du tube de centrifugation (présence d’un gradient de concentration du centre vers la paroi du tube). Par ailleurs, l’erreur relative sur le volume du culot (7 mL ± 1 mL) est assez importante.
Tableau 4
Bilan matière (DCO et COT).
Mass balance (COD and TOC).
|
DCO (mg/L) |
COT (mg/L) |
||
|---|---|---|---|---|
Bilan matière |
Vi Xi |
Vc Xc +Vp Xp |
Vi Xi |
Vc Xc + VpXp |
680 060 |
635 930 |
163 450 |
125 570 |
|
Écart en % |
6,5 |
23,0 |
4.2 Traitement par ultrafiltration (UF) et microfiltration (MF)
Avant de réaliser les essais de filtration de la suspension d’encre de seiche, nous avons mesuré les perméabilités à l’eau des membranes : 34,4 L·h‑1·m‑2·bar‑1 et 2 688 L·h‑1·m‑2·bar‑1 respectivement pour les membranes d’UF et de MF. Les conditions opératoires ont été fixées en fonction des capacités de la pompe d’alimentation : pression transmembranaire Ptm = 1,5 bar, vitesse de circulation U = 1,5 m·s‑1 et température T = 25 °C.
Essai à concentration constante
La figure 2 montre la variation du flux en fonction du temps pour les deux membranes dans les mêmes conditions opératoires.
Figure 2
Variation du flux de perméation en fonction du temps sur membranes de MF et d’UF (T = 25 oC; Ptm = 1,5 bar; U = 1,5 m/s).
Permeation flux variation with time of filtration using MF and UF membranes(T = 25 oC; Ptm = 1.5 bar; U = 1.5 m/s).

On observe deux comportements différents selon le procédé : une chute rapide du flux en MF dès les premières minutes avec stabilisation à 30 L·h‑1·m‑2 au bout de 30 minutes et une stabilisation rapide à 25 L·h‑1·m‑2 environ en UF. La chute du flux en début de MF peut être attribuée à un colmatage partiel des pores de la membrane par les particules de mélanine de taille comprise entre 55 et 160 nm qui sont du même ordre de grandeur que celle des pores de la membrane : 100 nm (MASMOUDI, 2002). En revanche, dans le cas de l’ultrafiltration, la perte de flux, très faible, est due essentiellement à l’établissement de la couche de polarisation et à d’éventuelles interactions entre le matériau et les solutés.
Essai à concentration croissante
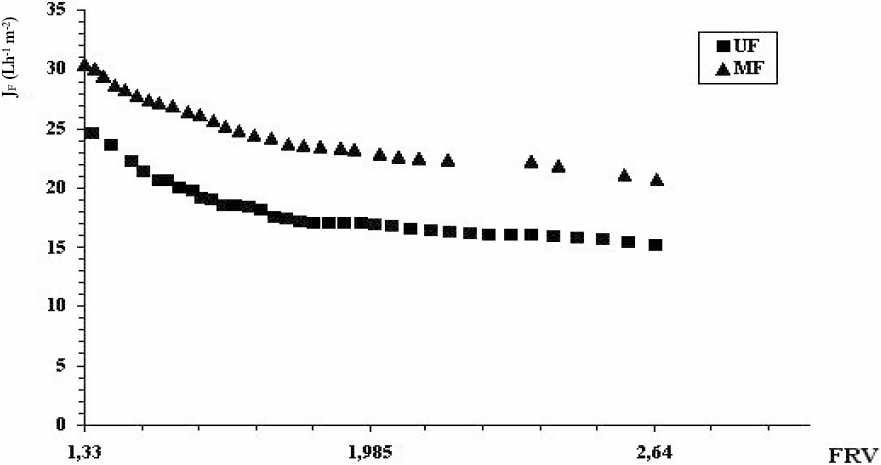
Les essais de concentration en batch ont été conduits sur 5 h pour l’UF et 4 h pour la MF, la durée de l’opération étant imposée par le volume mort de l’installation (0,75 L). La variation du flux de perméat en fonction du facteur de réduction volumique (FRV) est illustrée sur la figure 3. Le flux est légèrement plus élevé en MF malgré une concentration initiale en substances organiques plus importante. Pour un FRV de 2,64 (fin de concentration), J = 20,8 L·h‑1·m‑2 en MF et 15,2 L·h‑1·m‑2 en UF. Ces valeurs très proches, malgré des perméabilités à l’eau pure significativement différentes (2 688 contre 34,4 L·h‑1·m‑2·bar‑1), sont la conséquence du colmatage interne des pores en MF.
Figure 3
Évolution du flux de perméation en fonction du facteur de réduction volumique en MF et UF (T = 25 oC; Ptm = 1,5 bar et U = 1,5 m·s‑1).
Variation of permeation flux as a function of volumetric reduction factor during MF and UF (T = 25 oC; Ptm = 1.5 bar et U = 1.5 m·s‑1).
Les analyses réalisées sur la charge initiale et les différentes fractions de la suspension d’encre par MF et UF en fin de concentration sont rassemblées dans le tableau 5.
Tableau 5
Analyses avant et après UF et MF (FRV = 2,64).
Analyses before and after UF and MF (VRF = 2.64).
Technique |
Paramètres |
Charge initiale |
Rétentat final |
Perméat moyen |
TR (%) |
|---|---|---|---|---|---|
UF |
DCO (mg/L) |
4 331(*) |
9 028 |
1 403 |
67,6 |
COT (mg/L) |
1 574 |
3 874 |
10 |
99,3 |
|
Azote protéique (mg/L) |
225 |
564 |
5 |
98,0 |
|
MF |
DCO (mg/L) |
6 118 (*) |
12 768 |
2 261 |
63,0 |
COT (mg/L) |
2 225 |
5 525 |
51 |
97,7 |
|
Azote protéique (mg/L) |
318 |
694 |
16 |
95,0 |
|
- |
Volume (L) |
1,98 |
0,75 |
1,23 |
- |
(*) Les deux charges initiales sont différentes.
Les taux de rétention sont très légèrement supérieurs en UF, de l’ordre de 65 % pour la DCO, 98 % pour le COT et 95 % pour le NTK. Sur le strict plan de la dépollution, en se basant sur les valeurs de la DCO du perméat, il apparaît que les deux techniques mises en oeuvre ne sont pas suffisamment efficaces (DCO du perméat > 1 000 mg·L‑1).
Les bilans matière (en matière de DCO, COT et NTK) rassemblés dans le tableau 6 sont vérifiés : écart maximum 6,3 %.
Tableau 6
Bilans matière, réduction volumique FRV = 2,64.
Mass balances, volume reduction VRF = 2.64.
Procédés |
Paramètres |
Bilan matière |
Écart (%) |
|
|---|---|---|---|---|
Vi Xi |
Vr Xr + VpXp |
|||
UF |
DCO (mg/L) |
8 575 |
8 497 |
0,9 |
COT (mg/L) |
3 116 |
2 918 |
6,3 |
|
NTK (mg/L) |
446 |
429 |
3,8 |
|
MF |
DCO (mg/L) |
12 113 |
12 357 |
2 |
COT (mg/L) |
4 405 |
4 205 |
4,6 |
|
NTK (mg/L) |
600 |
570 |
5,1 |
4.3 Régénération de la membrane après traitement
En ultrafiltration (membrane en polysulfone), de simples nettoyages à l’eau distillée ont permis de restaurer la perméabilité initiale de la membrane. Ceci confirme l’influence négligeable du phénomène d’adsorption dans le mécanisme de colmatage.
Par contre, cette même procédure s’est avérée inefficace en microfiltration (membrane en PVDF). En effet, le pigment noir reste fixé à la surface de la membrane et probablement à l’intérieur des pores. Une régénération chimique (NaOH 0,1 M, 20 minutes, 25 °C) n’a pas suffi à récupérer la perméabilité initiale.
5. Conclusion
Les points principaux à retenir de cette étude préliminaire sur le traitement des eaux de conditionnement de la seiche sont les suivants :
la centrifugation a mis en évidence que le surnageant constitue la fraction la plus importante en volume de l’effluent, alors que la majeure partie de la matière organique est concentrée dans le culot.
le traitement par procédé à membranes permet d’améliorer de façon sensible la qualité de l’effluent qui va être déversé dans le milieu environnant (pollution divisée par 3). Toutefois, compte tenu du niveau de DCO résiduelle des perméats d’UF et de MF, il conviendra de rechercher des techniques de post-traitement plus efficaces.
Ainsi, le traitement direct par nanofiltration peut constituer une piste de recherche car les performances de l’osmose inverse seront certainement bridées par la forte pression osmotique liée aux salinités élevées des eaux utilisées pour le lavage des seiches. Dans le cas de la nanofiltration, les études devront être focalisées sur le choix des matériaux, la nature de ces derniers conditionnant la facilité de l’étape de nettoyage périodique.
Enfin, cette étude préliminaire, abordée pour l’instant uniquement sous l’angle procédé, devra être complétée par une étude des propriétés des différentes fractions obtenues. En effet, les possibilités d’intégration des technologies à membranes pour le traitement de ce type d’effluent ne sont réalistes que si des perspectives de valorisation du rétentat sont simultanément démontrées. Ceci constitue l’un des objectifs de la suite du programme CMCU en cours.
Appendices
Remerciements
Ce travail a été réalisé dans le cadre d’un programme CMCU (Comité Mixte Tuniso-Français pour la Coopération Universitaire). Les auteurs remercient Maryse Derouiniot, assistante-ingénieure au sein de l’UMR-CNRS GEPEA pour sa contribution dans la partie analytique de l’étude.
Références bibliographiques
- ABDELMOULEH H., EL ABED A. et A. BOUAIN, 1998. Effet du produit fabriqué à base des déchets de seiche sur la croissance des poulets de chair. Bull. Inst. Nat. Sci. Technol. Mer, Tunisie, 3 (numéro spécial), 48-51.
- ABSI E., 1998. Contribution à l’étude de l’effet de l’incorporation des déchets de seiche et de poulpe sur les performances zootechniques des poulets de chair. Thèse de Doctorat en médecine vétérinaire, Université Tunis, 60 p.
- CHANG LONG L., GUANG LIN X., MING BIAO H. et Z. JIANGUO, 1994. Effects of cuttlefish ink on immunologic function in mice. Chin. J. Mar. Drugs /Zhongguo Haiy Ang Yaowu, 13, 23-25.
- CROS S., LIGNOT B., RAZAFINTINSALAMA C., JAOUEN P. et P. BOURSEAU, 2004. Electrodialysis, desalination and reverse osmosis concentration of an industrial mussel cooking juice: process impact on pollution abatement and on aromatic quality. J. Food Sci., 69-6, C435-C442.
- FOIRE G., POLI A., DI COSMO A., D’ISCHIA M. et A. PALUMBO, 2004. Dopamine in the ink defence system of Sepia officinalis: biosynthesis, vesicular comportamentation in mature ink gland cells, nitric oxide (NO)/cGMP-induced depletion and fate in secreted ink. Biochem. J., 378, 785-791.
- JAOUEN P., 1989. Étude des techniques de séparation par membrane dans le domaine des pêches et des cultures marines, récupération des protéines solubles de poisson par ultrafiltration, concentration de microalgues marines par microfiltration tangentielle. Thèse de Doctorat, Université de Nantes / ENSM, 250 p.
- JAOUEN P. et F. QUEMENEUR, 1992a. Membrane filtration for waste protein recovery. Dans : Fish Processing Technology. Blackie and Son Limited, Glasgow, UK, G.M. HALL (Éditeur), Chap. 8, 212-248.
- JAOUEN P. et F. QUEMENEUR, 1992b. European program, recovery of fish protein with membrane process. Sprint Specific Project SSP, Rapport final, 50 p.
- JAOUEN P., BARNATHAN G., FLEURENCE J., BOURSEAU B., LE GAL Y., PIOT J.M., 2004-2007. VALBIOMAR: Valorisation biotechnologique des ressources marines. Programme d’initiative communautaire Interreg IIIB « Espace Atlantique », 2004/2007, http://www.interreg-atlantique.org.
- JAOUEN P., QUEMENEUR F., BOURSEAU P., VANDANJON L. ET B. LIGNOT, 2004-2006. «Recovery of high added value bioproducts from seafood industry effluents by membrane technology». SEAFOOD-plus (Integrated project 6th PCRDT) Quality seafood for improved consumer health and well being, 2004/2006, http://www.seafoodplus.org.
- LUCERO M.T., FARRINGTON H. et W.F. GILLY, 1994. Quantification of L Dopa and Dopamine in squid ink: Implications for chemoreception. Biol. Bull., 87, 55-63.
- MOCHIZUKI A., 1979. An antiseptic effect of cuttlefish ink. Bull. Jap. Soc. Sci. Fish., 45, 1401-1403.
- MASMOUDI S., 2002. Élaboration de membranes à base d’apatite synthétisée et de son application pour le traitement des effluents industriels. DEA, Faculté des Sciences de Sfax, Tunisie, 50 p.
- NEIFAR A., 2000. Essai d’amélioration de la technique de Kanikawa de valorisation des déchets de seiche et test du produit fabriqué sur les poulets. Mémoire de fin d’études, École Supérieure des Industries Alimentaires de Tunis, ESIAT, 30 p.
- PALUMBO A., DISSCHIA M., MISURACA G., DE MARTINO L. et G. PROTA, 1994. A new dopachrome-rearranging enzyme from the eject cuttlefish Sepia officinalis.Biol. J., 299, 839-845.
- PALUMBO A., 2003. Melanogenesis in the ink gland of Sepia officinalis.Pigment Cell Res., 16, 517-522.
- SADOK S., ABDELMOULEH A. et A. EL ABED, 2004. Combined effect Sepia soaking and temperature on the shelf life of peeled shrimp Peneaus kerathurus.Food Chem., 88, 115-122.
- SAIDANE B., 2001. Effet des traitements chimique, physique et biologique sur la conservation de la crevette. Mémoire de fin d’études, École Supérieure des Industries Alimentaires de Tunis (ESIAT), 30 p.
- SCHRAERMEYER U., 1994. Fine structure of melagonesis in ink sac of Sepia officinalis. Pigment Cell Res., 7, 52-60.
- SHIRAI T., KIKUCHI N., MATSUO S., INADA H., SUZUKI T. et T. HIRANO, 1997. Extractive components of the squid ink. Fish. Sci., 63, 939-944.
- TAKAÏ M., YAMAZAKI K., KAWAI Y., IMOUE N. et H. SHIRRANO, 1993. Effect of squid liver, skin and ink on chemical characteristics of Ika-shiokara during ripening process. Bull. Jap. Soc. Sci. Fish., 59, 1605-1615.
- VANDANJON L., CROS S., JAOUEN P., QUEMENEUR F. et P. BOURSEAU, 2002. Recovery by nanofiltration and reverse osmosis of marine flavours from seafood cooking waters. Desalinatn., 144, 379-385.
List of figures
Figure 1
Pilote expérimental.
Experimental set-up.
Figure 2
Variation du flux de perméation en fonction du temps sur membranes de MF et d’UF (T = 25 oC; Ptm = 1,5 bar; U = 1,5 m/s).
Permeation flux variation with time of filtration using MF and UF membranes(T = 25 oC; Ptm = 1.5 bar; U = 1.5 m/s).
Figure 3
Évolution du flux de perméation en fonction du facteur de réduction volumique en MF et UF (T = 25 oC; Ptm = 1,5 bar et U = 1,5 m·s‑1).
Variation of permeation flux as a function of volumetric reduction factor during MF and UF (T = 25 oC; Ptm = 1.5 bar et U = 1.5 m·s‑1).
List of tables
Tableau 1
Composition de l’eau souterraine utilisée dans le lavage de la seiche.
Composition of ground water used for cuttlefish washing.
|
Ca2+ |
Mg2+ |
Na+ |
K+ |
HCO3- |
Cl- |
SO42- |
|---|---|---|---|---|---|---|---|
Concentration (g•L-1) |
1,04 |
2,59 |
20,00 |
0,65 |
0,24 |
39,52 |
5,80 |
Tableau 2
Caractéristiques principales des membranes étudiées.
Main characteristics of the membranes used.
Membrane |
Ultrafiltration |
Microfiltration |
|---|---|---|
Référence |
IRIS 3026 |
IRIS 3065 |
Seuil de coupure ou diamètre de pore |
10 000 Daltons |
0,1 µm |
Matériau |
PES |
PVDF |
Géométrie |
Plane |
Plane |
Surface membranaire |
0,0106 m2 |
0,0106 m2 |
Gamme de perméabilité à l’eau à 25 °C sous 2 bar |
60 – 2 000 L·h‑1m‑2 |
1 500 – 15 000 L·h‑1m‑2 |
Résistance chimique |
Bonne au chlore |
Très bonne |
Résistance à la température |
Bonne : 75 – 80 °C |
Très bonne |
Tableau 3
Caractéristiques des différentes fractions après centrifugation.
Characteristics of the different fractions after centrifugation.
|
Charge initiale |
Surnageant |
Culot |
|---|---|---|---|
DCO (mg/L) |
Xi = 20 608 |
Xp = 1 409 |
Xc = 85 615 |
COT (mg/L) |
Xi = 4953 |
Xp = 317 |
Xc = 16 763 |
Volume (mL) |
Vi = 33 |
Vp = 26 |
Vc = 7 |
Tableau 4
Bilan matière (DCO et COT).
Mass balance (COD and TOC).
|
DCO (mg/L) |
COT (mg/L) |
||
|---|---|---|---|---|
Bilan matière |
Vi Xi |
Vc Xc +Vp Xp |
Vi Xi |
Vc Xc + VpXp |
680 060 |
635 930 |
163 450 |
125 570 |
|
Écart en % |
6,5 |
23,0 |
Tableau 5
Analyses avant et après UF et MF (FRV = 2,64).
Analyses before and after UF and MF (VRF = 2.64).
Technique |
Paramètres |
Charge initiale |
Rétentat final |
Perméat moyen |
TR (%) |
|---|---|---|---|---|---|
UF |
DCO (mg/L) |
4 331(*) |
9 028 |
1 403 |
67,6 |
COT (mg/L) |
1 574 |
3 874 |
10 |
99,3 |
|
Azote protéique (mg/L) |
225 |
564 |
5 |
98,0 |
|
MF |
DCO (mg/L) |
6 118 (*) |
12 768 |
2 261 |
63,0 |
COT (mg/L) |
2 225 |
5 525 |
51 |
97,7 |
|
Azote protéique (mg/L) |
318 |
694 |
16 |
95,0 |
|
- |
Volume (L) |
1,98 |
0,75 |
1,23 |
- |
(*) Les deux charges initiales sont différentes.
Tableau 6
Bilans matière, réduction volumique FRV = 2,64.
Mass balances, volume reduction VRF = 2.64.
Procédés |
Paramètres |
Bilan matière |
Écart (%) |
|
|---|---|---|---|---|
Vi Xi |
Vr Xr + VpXp |
|||
UF |
DCO (mg/L) |
8 575 |
8 497 |
0,9 |
COT (mg/L) |
3 116 |
2 918 |
6,3 |
|
NTK (mg/L) |
446 |
429 |
3,8 |
|
MF |
DCO (mg/L) |
12 113 |
12 357 |
2 |
COT (mg/L) |
4 405 |
4 205 |
4,6 |
|
NTK (mg/L) |
600 |
570 |
5,1 |